Sodium Alginate | Biopolymer substitute as a thickener | Textile Printing
Synthetic thickeners are usually extremely high-molecular-weight polymeric materials able to develop a very high viscosity at a relatively low concentration. However, the printing paste is hard to dispose of that generates sedimentation to the water streams during disposal of its wastes which influence the water quality leading to harmful environmental impacts. Therefore, as a substitute for synthetic thickeners, natural biodegradable polymers can be employed as biodegradable thickeners for textile printing.
The advantages of such biodegradable materials are environmentally friendly that is nontoxic and cheap manufacturing. Upon preparing a printing paste with appropriate components, it is applied to the substrate by a variety of styles and techniques, some of the significant ones are discussed herewith.
Textile Printing is a specialized branch of the wet processing industry and the direct printing method is the most popular one being practiced in the industry today.
The type of printing can be with pigment, reactive, and many other types of dyestuffs as per the requirements of the printer. But generally reactive printing is most popular after pigment colors.
The reasons for the selection of reactive printing systems are the availability of a wide color gamut and superior fastness traits. The distinctive advantage is the fabric softness at the end of printing with natural as well as regenerated cellulosic. Further, the hand feel can be manipulated by a host of softeners.
The larger affinity between thickener and dyestuff would result in retention of a higher fraction of dyestuff in the thickener paste and consequently leading to low color yield on printed fabric.
Generally, if the thickener film becomes cake-like during the print fixation process, it results in resistance to dye transfer. The dyestuff which has a lower affinity to thickener will be transferred most effectively to the fabric.
The heterogeneity of paste film also assists in dye transfer. Thus, it has been demonstrated that sodium alginate and starch ethers (anionic) transfer more color compared to cellulose ethers and British gum, where the former thickeners have a small affinity to dyestuff (heterogeneity) and the latter thickening agents have more affinity (homogeneity).
Therefore, a combination of thickeners is utilized in Textile printing. If a thickener has high adhesion power due to Vander Waals attraction forces, its dyestuff release property would be reduced, and consequently, the color yield decreased.
Gums-based thickening agents have higher substitutions that lead to greater resistance to dyestuff diffusion into fibers due to their high adhesive power.
At low molar substitutions, however, the adhesion power of gums is reduced and therefore, the dyestuff and water molecules would be able to penetrate into the fabric matrix. From the above results, a good thickener should have low adhesion or elastic power, low molecular weight, heterogeneity, low substitution, and low solid contents [61, 62].
The main critical component in any printing system is printing paste which is comprised of one of the main ingredients, called thickener.
It is a Rheology modifier substance built up with different kinds of polymers like starch, plant gums, seaweed alginate, polyacrylic acid copolymers, and oil in water emulsion types.
Above polymeric products belong to a class of either natural or synthetic polymer categories. After printing the fabric is dried and then steamed at a specific time & temperature.
During steaming the print portion over the fabric absorbs water (under influence of moist steam & heat) & then simultaneously decomposition of bicarbonates into carbonates change the ph values that enhances the reactive system to form covalent bonds (addition & substitution reactions)with cellulose hydroxyl groups and ultimately forms chemical bonds.
This stage is a fixation zone & popularly termed Ageing. The typical steaming time is selected between 5 to 15 minutes.
Few important parameters a printer must know:
The viscosity of the paste:
Rheology is a science dealing with the deformation & flow of a matter. Shear stress; shear rate and viscosity are the building blocks leading to understanding what Rheology is.
As one layer of fluid starts moving past the adjacent layer, the fluid molecules interact to transmit momentum from the faster layer to the slower layer and tend to resist the overall motion.
So it’s important to control fluids (paste) motion in a consistent way under specific temperature conditions during printing operation through screen channels.
The function of restriction of the spreading of colors beyond the design area only brings about defined prints with elegance. The fineness and sharpness are mandatory quality printer look into the designs.
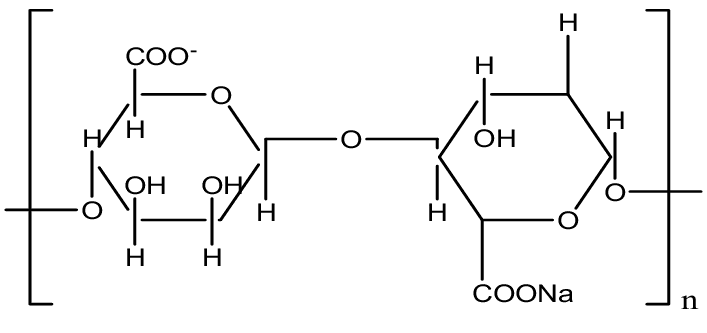
Alginates are natural polysaccharides with a linear macromolecular structure, Sodium alginate is a kind of polysaccharide extracted from kelp-like Phaeophyceae; formed by α-L-Mannuronic acid (M section) and β-D-Guluronic acid (G section) connected through 1, 4-glucosidic bond.
It has shown white or light yellow powder, odorless and tasteless. It is water-soluble and dispersible at ambient temperature. Alginic acid is unstable and converted into sodium salt which is stable and soluble & named sodium alginate.
Molecular formula: (C6H7O6Na) n
Despite many hydroxyl groups, it shows little tendency to react with the dye. The anionic carboxylate groups repel similarly charged dye particles & helps in reacting dye particles with hydroxyl groups.
The thickener readily precipitates in presence of calcium and magnesium ions and this hardens the printing paste. As a remedial measure soft water along with sequestering agents is essential. Also at the stage of washing off after fixation paste film easily dissolves is an advantage.
The higher the temperature of ageing can evaporate moisture faster and devoid paste media of moisture for fixation resultant poor print quality.


Print-dry (max. 1100 C)-(fixation saturated steam, 8-12 minutes, at 1020 C)
Few deductions on Textile printing reactive dyes print on cotton /viscose
- The use of hard water is not advisable due to presence of ca+2 ions that can convert sodium salt of alginate into calcium alginate.
Gelling: calcium alginate is insoluble in water and organic solvents, hardly soluble in ethanol, and can form a thermal irreversible gel. This is difficult to wash off. - Sodium bicarbonate is weak alkali salt and use in textile printing stock can enhance the storage for prolong period. Due to conversion into sodium carbonate over heat helps as instant alkali requirement for reactive dye fixation.
- Some of the azo reactive dyes may undergo at alkaline condition reduction by cellulose aldehyde groups .This reduced dye can lead to poor yield and adding of mild oxidant helps preventing the reduction.
- During the steaming the dye re-dissolves in the water condensed on the paste film and diffuses into the fiber. So relatively long steaming time is typical.
- Polysaccharides in thickeners (natural biopolymer thickeners) are affected by bacteria and to prevent bacterial fermentation attack, antibacterial agent or preservatives are used for longer storage.
- The dispersion must be done carefully to avoid lump formation. The hydration of the powder should not be faster than the rate of surface wetting. Efficient stirrer accelerates the surface wetting.
- Dye uptake is governed by available free volume in the fiber-higher the volume higher is the uptake,
Scoured cellulose – least free volume
Bleached cellulose – little higher free volume
Mercerize cellulose – highest free volume
Viscose regenerated – more than mercerize cellulose free volume That’s the reason the alkali concentration is practically double in viscose print.

For more details get in touch with us on Contact Us Page.